Commercial & Industrial:
Getting it right saves time and costs
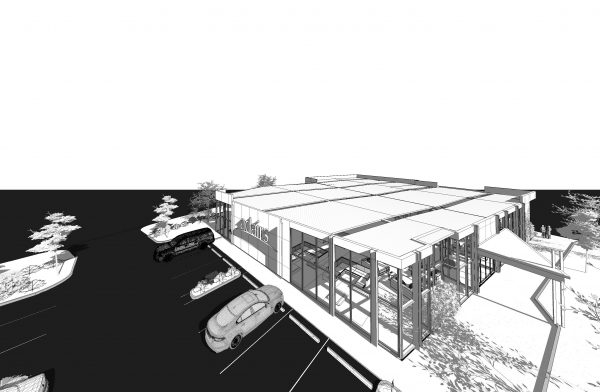
Commercial and industrial projects benefit from good design that considers not only the efficiency and cost-effectiveness of the end result but also the planning process involved in getting there.
With every project there is a need to comply with increasingly demanding regulatory requirements while endeavouring to maximise the building footprint.
This understanding informs our approach to developing solutions for even the most complex planning, design and engineering issues, and achieving the outcome you want.